
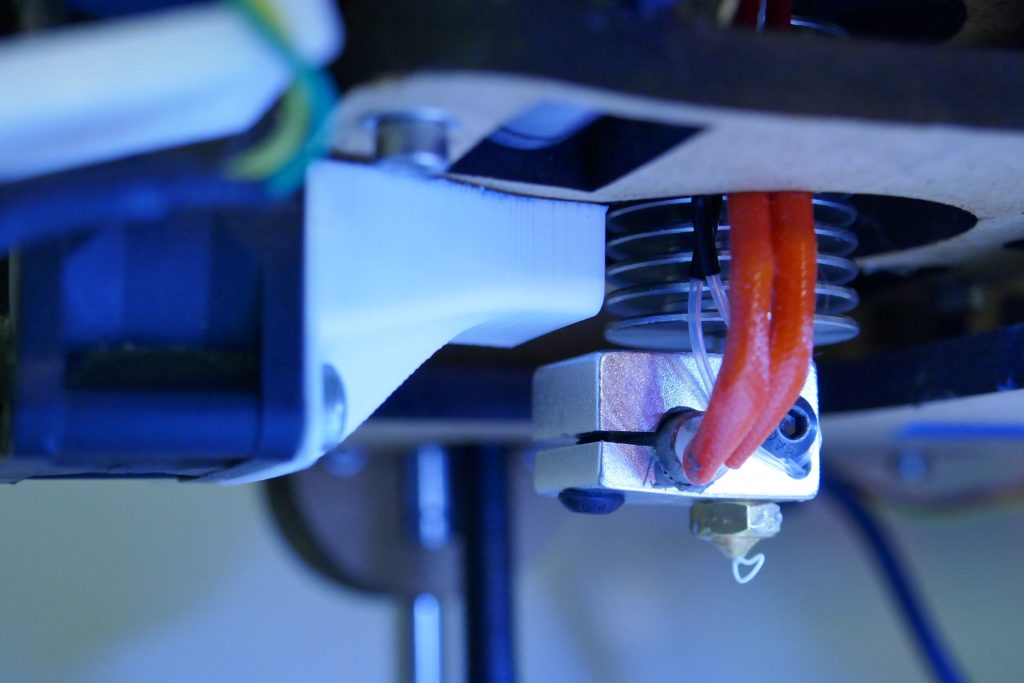
Unexpectedly, my old hot-end stopped working. Badly clogged with a mix of hardened ABS and pieces of the degraded PTFE tube, there was no hope of using it for any longer. It was a 3.0 mm ceramic hot-end, ancient technology when compared to the new ones, made of aluminum with large heat sinks.
I replaced the old one with an all-metal v6 E3D direct drive hot-end for 1.75 mm filaments. Thanks to a shipping error from my filament supplier, I had two rolls of 1.75 mm PLA in black and white waiting to be shipped back. Instead of sending the filament back, I paid for and kept it, which in hindsight was a great idea, specially in the middle of the pandemic (one less unnecessary trip to the post office).
Replacing the hot-end was extremely easy, just a matter of removing the screws that held the old one in place and installing the new one. I had to route the wires back to the control board, which was a bit boring, but not hard. The power wires for the heating element just needed to be screwed to the old connector. The thermistor wiring needed two female headers (0.1 mm pitch), which I reused from the previous one, it was just a matter of soldering the wires.
The x-carriage of my printer is all made in MDF, and will need to be replaced soon. I have started designing a new one, but it’s somewhat complex. There are many models online, a lot of hobbyists design their own extruder. Still, it is quite hard to find a model and be sure that the measurements will work with my printer and it’s other components. I will design the entire X axis and extruder, aiming to increase rigidity and make it easier to repair. Making a 3D printer out of lasercut MDF is quick and cheap, but in the long term the MDF get crushed by the screws and tightening them causes damage to various smaller pieces. It is also a soft material, which leads to some screws getting loose overtime, specially in the motors.
Since the 1.75 mm filament requires way less force to be extruded, when compared to the 3 mm filament, I will also eliminate the need for two gears, by using direct drive.
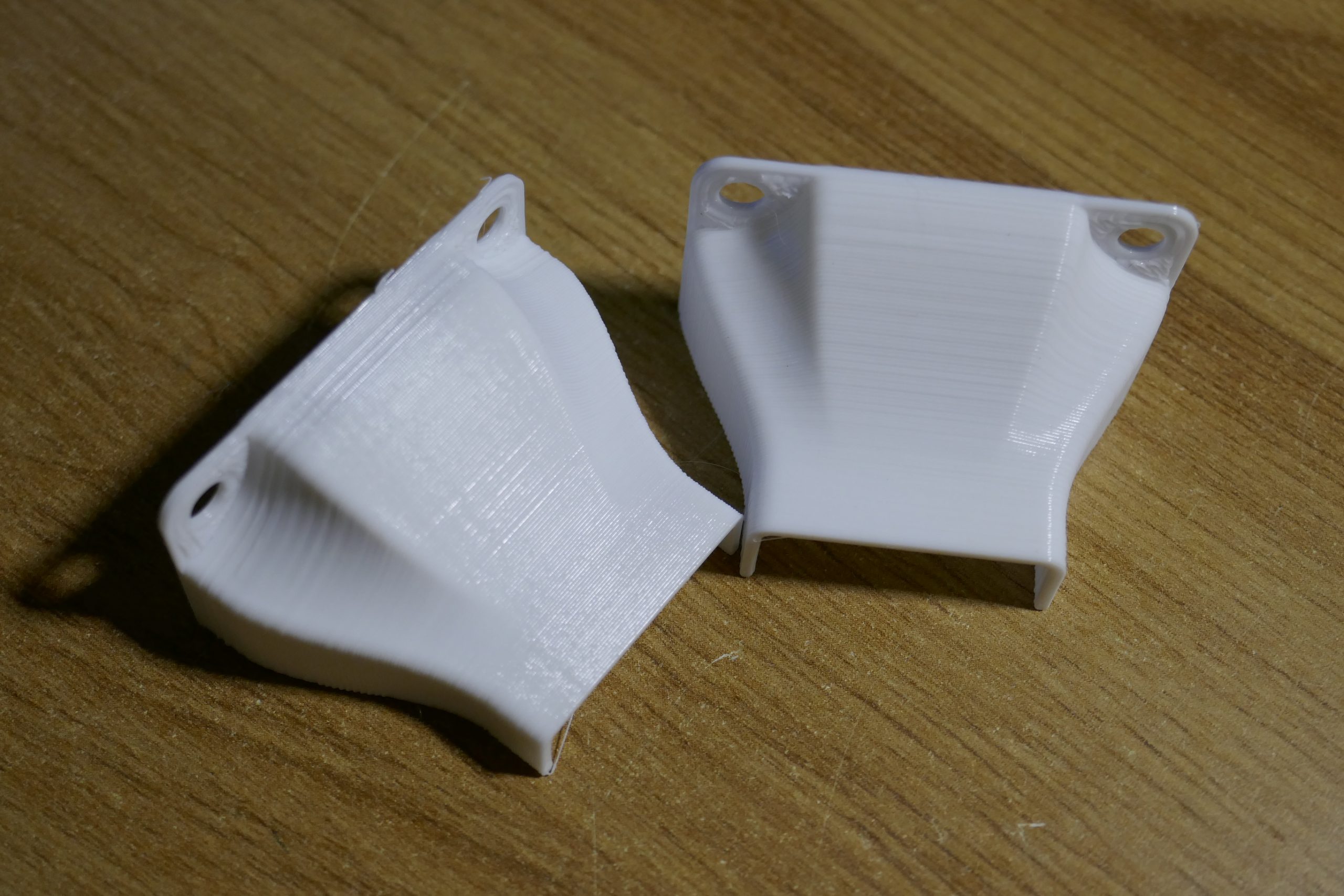
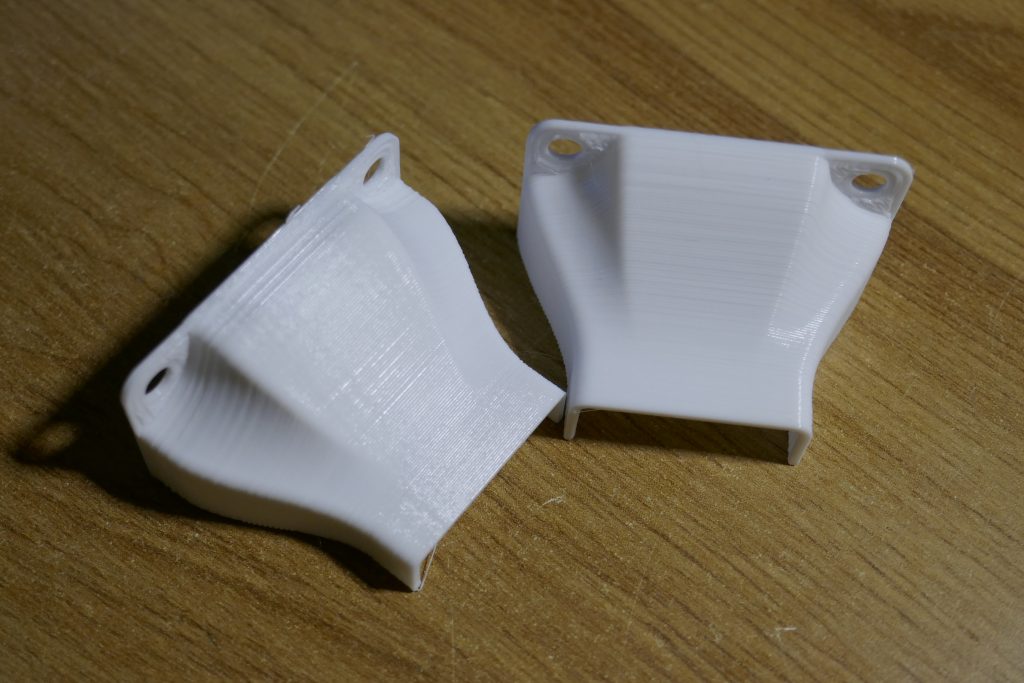
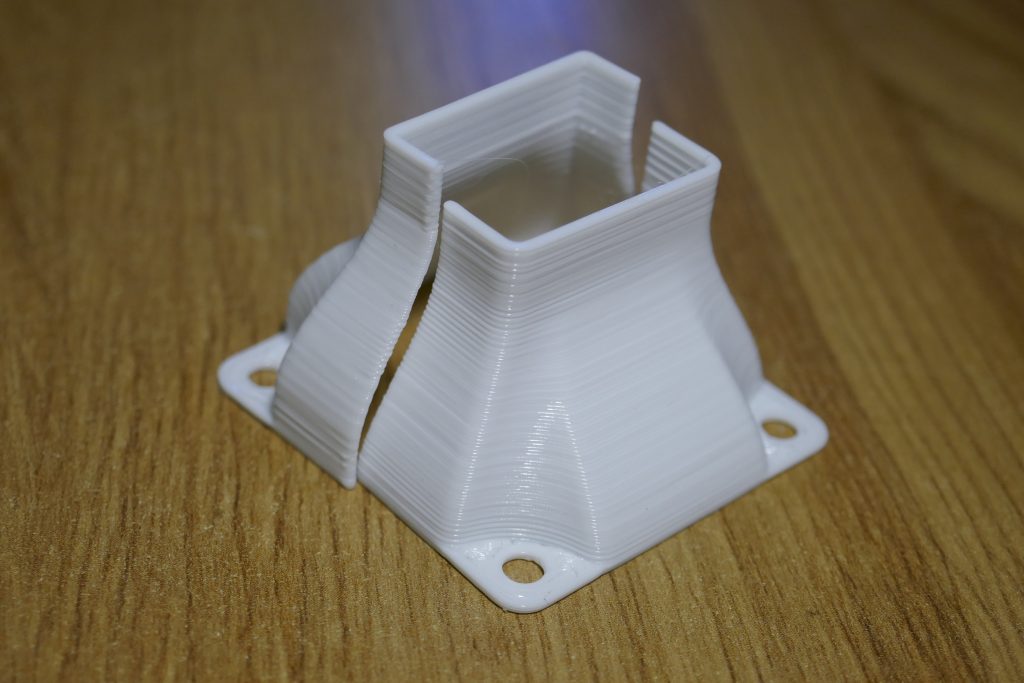
The first part I printed with the new hot-end was a fan shroud for a 40 mm fan that cools the hot-end heat sink. It is still amazing to me that this meta-machine (My printer is branded Metamáquina, “meta-machine” in Portuguese) can print parts for itself. At first I designed the shroud a bit too short and narrow, the second iteration is a bit improved, both can be seen in the pictures side by side. They were designed in Fusion 360 and printed without supports. The best orientation for print this part was with the part that is attached to the fan lying flat on the heated bed, since no overhangs exceeded 45º.
With the new hot-end I readily obtained much better looking parts when compared to the ones produced by the old hot-end. I think there was a lot of molten material inside the old hot-end and this lead to a lot of stringing even when retraction was used. Possibly, my old nozzle could also be larger than its original diameter, due to erosion, leading to incorrect parameters for the slicer. If the slicer thinks it’s printing with a 0.35 mm nozzle, but the nozzle has 0.5 in fact (just a guess), the results are going to look bad. Stringing with PLA was severely reduced with this hot-end, leading to great results. A bridge test showed previously unobtainable results, such as bridges 40 mm long with minimal droop on the first layer and a perfect top layer. The bridge tests performed before the replacement were awful, very droopy and deformed.
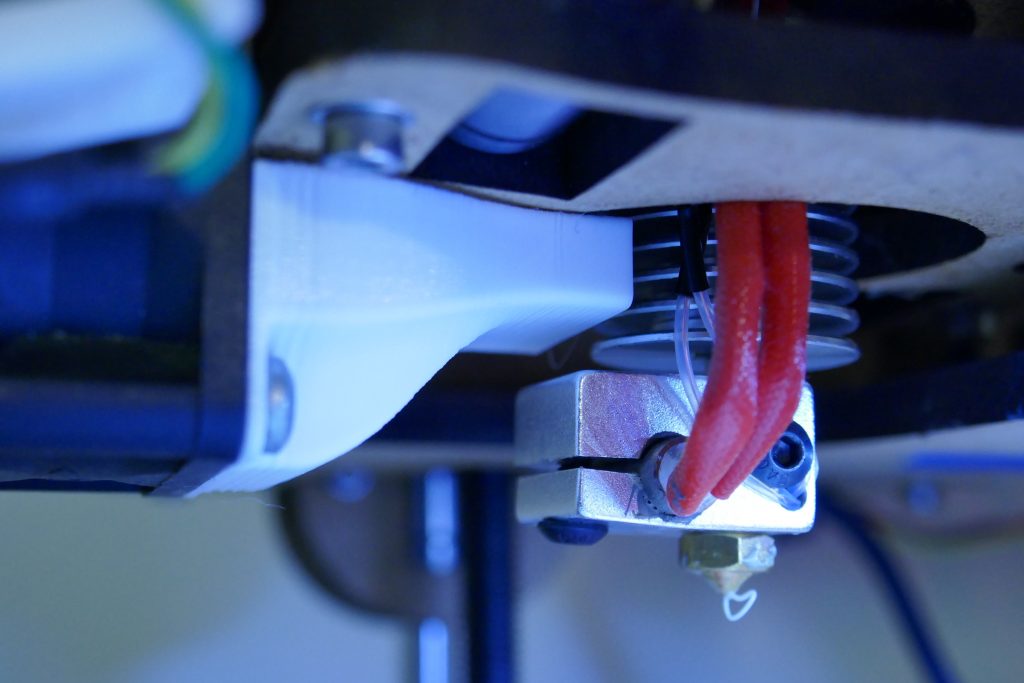
After some weeks printing with the new filament, I started to notice some filament leaking through the top and bottom of the heating block, through the screws. I wrongly assumed that the hot-end was assembled correctly by the seller, but as soon as I opened it, I noticed that there were some problems. Instead of leaving a small gap between the nozzle and the block, so that the heat-break could make a seal with the nozzle, the seller just screwed the nozzle all the way in and left an internal gap between it and the heat-break. Through this gap, the molten filament slowly leaked, leading to a near-clogged situation. In order to completely clean the block, nozzle and heat-break, I disassembled the hot-end and put each part in an open flame, so that the old filament could burn. After burning the filament, I used a Dremel with metal brushes to remove the dark patches. Now the leakage is solved and my prints look better than ever.